




随着现代工业的发展, 单一金属组元的性能难以满足要求, 而层状金属复合板结合了金属组元各自的优点, 具有较高的经济效益与应用前景, 已广泛应用于航空航天、汽车、机械制造、船舶、化工等领域[1-3]。目前层状金属复合板的生产主要采用轧制法、爆炸焊接法和爆炸焊接-轧制法。但爆炸焊接法生产层状复合板覆层厚度受到限制, 覆层较厚时碰撞能量较大, 界面易产生过熔现象, 而且焊接药量较大, 产生严重的环境污染、震动和噪声[4]。热轧法生产复合板工艺复杂, 金属材料较为活泼时复合板界面金属易氧化, 而冷轧法生产复合板的厚度受到轧机轧制力的限制。
钛及其合金具有良好的耐腐蚀性能、耐热性以及碳钢的强度和塑性, 广泛应用到石化设备容器制造、核电设备冷凝器、海水工程等领域。钛-钢复合板具有钛材优良的耐腐蚀性能以及钢材的强度, 而且可降低成本和节约大量的钛材。但钛-钢爆炸焊接时界面易产生过熔现象和脆性金属间化合物, 影响复合板界面的结合质量。韩丽青[5]等研究了TA2/316L复合板结合区附近显微组织结构和成分。结果表明结合区存有不连续的熔化层, 该层含有大量金属基体小碎块和金属间化合物, 并伴随着裂纹、气孔等缺陷的产生。赵峰[6]等分析爆炸焊接-热轧条件下钛-钢复合板界面两侧金属元素分布和界面微观形貌变化, 结果表明复合板界面呈平直状, 靠近钢侧界面出现脱碳层, 引起界面附近碳元素重新分布。Mousavi[7]等研究表明较高爆炸载荷时钛-钢复合板界面生成大量的脆性金属间化合物Fe2Ti、Fe2Ti4O和Cr2Ti, 波峰和波谷的熔化块随着爆炸载荷的增大而增加。Manikandan[8]等认为复合板界面中间过渡层的厚度取决于覆层与基层碰撞过程的动能损失。
针对目前钛-钢爆炸复合存在的药量较大、覆层较厚难以焊合等问题, 本研究提出开有燕尾槽的钛板与钢板间隙配合后, 通过爆炸压接-热轧工艺制备钛-钢复合板。
2 实验材料实验采用尺寸为5.5 mm×150 mm×300 mm的Q345钢板和30 mm×150 mm×300 mm的TA2钛板分别作为爆炸压接的基层与覆层, 其物理与力学性能如表 1所示。
| 表 1 金属材料的物理与力学性能 Tab.1 Physical and mechanical properties of metallic materials |
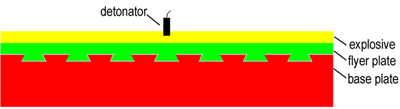
钢板表面开出上底面2 mm、下底面3 mm、高1 mm的燕尾槽后, 将表面开有相同尺寸的燕尾槽钛板与燕尾槽钢板间隙配合一起, 其中两金属板的燕尾槽间距均为3 mm。然后将蜂窝结构炸药平铺覆板表面, 起爆端位于炸药的中间位置, 如图 1所示。实验采用铝蜂窝板作为炸药药框, 其材质为厚50 μm的3003H24铝合金, 蜂窝孔呈正六边形, 边长8 mm, 如图 2所示。蜂窝铝结构炸药由填满蜂窝板孔隙的低爆速乳化炸药制成, 如图 3所示。

|
图 1 爆炸压接装置示意图 Fig.1 Schematic diagram of explosive press bonding set-up |

|
图 2 铝蜂窝板 Fig.2 Aluminum honeycomb panel |

|
图 3 蜂窝铝结构炸药 Fig.3 Aluminum honeycomb explosive |
爆炸压接和热轧后分别采用Carl Zeiss Axio Imager A1m型金相显微镜和XL-30 type型扫描电镜观察钛-钢复合板界面微观形貌, 再通过TTR-Ⅲ型X射线衍射仪分析爆炸压接-热轧复合板界面相组分。钛-钢复合板的腐蚀液为kroll试剂(HF:HNO3:H2O=2:4:94)。
3 爆炸压接-轧制参数 3.1 蜂窝铝结构炸药临界厚度实验采用蜂窝铝结构炸药作为爆炸压接炸药, 为得到填充蜂窝板的乳化炸药和蜂窝铝结构炸药的临界厚度, 分别选用4种不同厚度(7, 8, 9, 10 mm)的蜂窝铝结构炸药测量爆速, 结果见表 2。
| 表 2 蜂窝铝结构炸药临界厚度 Tab.2 Critical thickness of aluminum honeycomb explosive |
由表 2可知, 蜂窝铝结构炸药临界厚度为9 mm, 平均爆速为2530.5 m·s-1。而填充铝蜂窝板的低爆速乳化炸药的临界厚度为18 mm, 平均爆速为2483 m·s-1。这是由于蜂窝板孔隙各向约束提高了炸药的传爆能力, 降低了炸药的临界厚度, 故爆速也有所提高[4]。
3.2 钛-钢复合板爆炸焊接参数单位面积炸药药量与药厚的经验公式可表达为[9]:
| $ {W_{\rm{g}}} = {k_{\rm{g}}}\sqrt {{\delta _1}{\rho _1}} $ | (1) |
| $ {\delta _0} = {W_{\rm{g}}}/{\rho _0} $ | (2) |
| $ R = {\rho _0}{\delta _0}/{\rho _1}{\delta _1} $ | (3) |
式中, kg为计算系数, 金属钛板取1.43; R为覆板与炸药的质量比; Wg为单位面炸药量, g·cm-2; ρ0为炸药的密度, g·cm-3; δ0为炸药厚度, cm; δ1为覆板的厚度, cm; ρ1为覆板的密度, g·cm-3。
由式(1)~(3)得到钛-钢复合板爆炸焊接参数, 如表 3所示。
| 表 3 钛-钢复合板爆炸压接参数 Tab.3 Explosive pressure welding parameters of Ti-Steel clad plate |
由于平均爆速2530.5 m·s-1的蜂窝铝结构乳化炸药临界直径为9 mm, 所以采用厚10 mm的蜂窝铝结构炸药进行钛-钢爆炸压接实验, 其参数如表 3所示。
3.4 钛-钢复合板热轧参数爆炸压接后将钛-钢复合板放入高温电炉保温30 min, 开轧温度为800 ℃[1, 10-11], 然后沿着平行燕尾槽方向进行轧制, 最终得到尺寸为7.0 mm×300 mm×750 mm的钛-钢复合板, 其中钛层厚0.9~1.1 mm, 如图 4所示。

|
图 4 钛-钢爆炸压接-热轧复合板 Fig.4 Ti-Steel clad plate by explosive pressure welding and hot rolling |
由图 4可知, 间隙配合的燕尾槽钛板与钢板采用爆炸压接-热轧法生产的钛-钢复合板界面结合良好, 其比爆炸焊接法节约62.7%炸药(见表 3), 可减小爆炸产生的环境污染、震动与噪声。爆炸压接-热轧法生产钛-钢复合板可减小炸药药量, 而且无爆炸焊接可焊性窗口的限制。
爆轰压力作用下间隙配合的两金属板界面产生塑性变形, 导致燕尾槽钛板与钢板相互挤压啮合一起。由于复合板界面两侧的钛和铁元素浓度呈阶梯分布, 轧制变形过程界面裸露出的新鲜金属在高温的作用下相互扩散, 并产生紧密的结合力。总之, 爆炸压接-热轧复合板在燕尾槽的挤压啮合以及金属间的相互扩散共同作用下实现冶金结合。
4.1 钛-钢复合板界面微观形貌观察为研究钛-钢复合板界面结合质量, 分别观察爆炸压接以及热轧后复合板界面微观形貌。图 5为钛-钢复合板金相组织观察位置, 分别位于复合板燕尾槽界面拐角处(A)、倾斜面(B)、上底面(C)和下底面(D)。

|
图 5 钛-钢复合板金相组织观察位置 Fig.5 The location of morphological observation of Ti-steel clad plate |
根据图 5标注的位置, 采用金相显微镜得到爆炸压接复合板燕尾槽界面拐角处、倾斜面、上底面和下底面的金相组织, 如图 6所示。

|
图 6 钛-钢爆炸压接复合板界面金相组织 Fig.6 Metallographic images at the interfaces of Ti-steel clad plate by explosive pressure welding surface |
图 6a和图 6b分别为燕尾槽界面拐角处和倾斜面的金相组织, 图 6c和图 6d分别为燕尾槽界面上底面以及下底面的金相组织。由图 6可知, 爆炸压接后复合板界面出现宽5~45 μm的缝隙, 缝隙内含有细小的金属颗粒, 钛-钢复合板燕尾槽倾斜面的缝隙比上底面和下底面宽, 因为爆轰压力方向与燕尾槽上底面和下底面垂直, 而与倾斜面呈一定的倾斜角, 导致燕尾槽上底面与下底面的界面压力比倾斜面大。复合板界面出现大量细小的金属颗粒则是由金属颗粒在爆轰压力的作用下脱离金属板内表面进入缝隙所引起。
由图 6b、图 6c和图 6d可知, 靠近界面金属的晶粒基本未发生变化, 而图 6a拐角处Q345钢晶粒呈纤维状, 这是由于拐角处局部区域的Q345钢晶粒受到挤压, 导致该处金属产生强烈的塑性变形, 从而出现纤维状的晶粒组织。爆轰压力作用下界面两侧的金属产生强烈的塑性变形, 从而间隙配合的钛板与钢板依靠燕尾槽的挤压变形啮合一起。但界面空气受到绝热压缩产生的高温和高压不足以使界面金属产生塑性流动和冶金结合, 所以钛-钢爆炸压接复合板界面出现缝隙。
4.1.2 爆炸压接-热轧复合板界面金相组织为将间隙配合的燕尾槽钛板和钢板焊接一起, 采用热轧法轧制钛-钢爆炸压接复合板。然后通过观察燕尾槽界面拐角处、倾斜面、上底面和下底面的金相组织, 研究钛-钢爆炸压接-热轧复合板结合质量, 如图 7所示。

|
图 7 爆炸压接-热轧复合板界面金相组织 Fig.7 Metallographic images at the interfaces of the clad plate by explosive pressure welding and hot rolling |
图 7a和图 7b分别为爆炸压接-热轧后复合板的燕尾槽界面拐角处和倾斜面的金相组织; 图 7c和图 7d分别为爆炸压接-热轧后复合板的燕尾槽界面上底面与下底面的金相组织。由图 7可知, 爆炸压接-热轧后复合板的钛层与钢层以直接结合的方式复合, 界面呈平直状, 钢层晶粒呈纤维状。热轧变形过程中界面空气被排出, 同时界面金属破裂裸露出新鲜金属, 由于复合板界面两侧的钛和铁元素浓度呈阶梯分布, 在高温轧制力的作用下相互扩散实现冶金结合, 形成紧密的结合力。由于轧制变形较大, 复合板钢侧晶粒沿着轧制方向被拉伸, 呈细小的纤维状。
4.2 XRD分析钛与钢的相互扩散可能导致界面生成金属间化合物[7, 12-13], 影响复合板结合性能。实验采用XRD分析钛-钢爆炸压接-热轧复合界面是否有脆性相生成, 结果如图 8所示。

|
图 8 钛-钢复合板界面XRD图谱 Fig.8 X-ray diffraction patterns at the interfaces of Ti-steel clad plate |
由图 8可知, 复合板结合界面由Ti和Fe两种基本相组成, 无金属间化合物生成。热轧时界面两侧的钛元素和铁元素浓度呈阶梯分布, 导致金属原子向浓度低的一侧扩散, 所以XRD分析时钛侧表面含有铁元素。金属原子适量的相互扩散有利于提高复合板界面结合质量。
4.3 弯曲试验弯曲试验可表征复合材料承受弯曲载荷时的表面状态, 反映材料的塑性变形能力。根据NB/T 47002-2009 《压力容器用爆炸焊接复合板》, 分别沿着燕尾槽截面方向(见图 1)和垂直燕尾槽界面方向各切割两个弯曲试样后, 采用MTS-809万能试验机进行外弯和内弯试验, 检测钛-钢爆炸压接-热轧复合板承受弯曲荷载时界面结合质量。弯曲试件尺寸为(1.1+5.9) mm×10 mm×180 mm, 测试条件与结果分别如表 4和图 9所示。
| 表 4 钛-钢复合板弯曲实验测试条件与结果 Tab.4 Bending test conditions and results of Ti-steel clad plate |

|
图 9 弯曲试样 Fig.9 Bending specimens |
由图 9可知, 沿着横向与纵向切割的试样弯曲时均未发生分离或局部出现裂纹等现象, 界面保持完好, 表明爆炸压接-热轧法生产的钛-钢复合板冷加工弯曲性能良好。
5 结论(1) 间隙配合的钛板与钢板通过爆炸压接-热轧工艺得到尺寸7.0 mm×300 mm×750 mm的钛-钢复合板, 其在燕尾槽的挤压啮合以及金属间的相互扩散共同作用下实现冶金结合。
(2) 爆速为2530.5 m·s-1的蜂窝铝结构炸药临界直径为9 mm。铝蜂窝板可保证炸药各位置厚度基本相同。
(3) 爆炸压接钛-钢复合板界面出现5~45 mm的缝隙, 而爆炸压接-热轧复合板实现冶金结合, 界面结合质量良好, 无金属间化合物生成。爆炸压接-热轧法生产钛-钢复合板比爆炸焊接法节约62.7%炸药。
(4) 横向和纵向试件弯曲时未出现分离, 说明爆炸压接-轧制钛-钢复合板具有良好的冷加工弯曲性能。
| [1] |
王敬忠, 颜学柏, 王韦琪, 等. 带夹层材料的爆炸-轧制钛钢复合板工艺研究[J].
稀有金属材料与工程, 2010, 39(2): 309-313. WANG Jing-zhong, YAN Xue-bai, WANG Wei-qi, et al. Titanium cladding steel plates with interlayer by explosion and rolling bonding[J]. Rare Metal Materials and Engineering, 2010, 39(2): 309-313. |
| [2] |
马志新, 胡捷, 李德富, 等. 层状金属复合板的研究和生产现状[J].
稀有金属, 2003, 27(6): 799-803. MA Zhi-xin, HU Jie, LI De-fu, et al. Overview of research and manufacture of layer-metal composite Plate[J]. Chinese Journal of Rare Metals, 2003, 27(6): 799-803. |
| [3] |
Findik F. Recent development in explosive welding[J].
Materials & Design, 2011, 32(3): 1081-1093. |
| [4] |
李雪交, 马宏昊, 沈兆武, 等. 铝/燕尾槽钢爆炸焊接的研究[J].
含能材料, 2016, 24(2): 188-193. LI Xue-jiao, MA Hong-hao, SHEN Zhao-wu, et al. Explosive welding of aluminum-steel of dovetail groove[J]. Chinese Journal of Energetic Materials(Hanneng Cailiao), 2016, 24(2): 188-193. DOI:10.11943/j.issn.1006-9941.2016.02.014 |
| [5] |
韩丽青, 王自东, 林国标, 等. 爆炸复合TA2/316L板的组织和性能研究[J].
材料热处理学报, 2008, 29(2): 107-110. HAN Li-qing, WANG Zi-dong, LIN Guo-biao, et al. Investigation on microstructure and property of TA2/316L composite plate prepared by explosive welding[J]. Transactions of Materials and Heat Treatment, 2008, 29(2): 107-110. |
| [6] |
赵峰, 李选明, 王虎年. 爆炸-轧制钛/钢复合板界面结合性能研究[J].
材料开发与应用, 2010, 25(1): 30-34. ZHAO Feng, LI Xuan-ming, WANG Hu-nian. The bonding property of the explode-rolled Ti/Steel clad metal[J]. Development and Application of Materials, 2010, 25(1): 30-34. |
| [7] |
Mousavi SAA A, Sartangi F P. Experimental investigation of explosive welding of cp-titanium/AISI 304 stainless steel[J].
Materials & Design, 2009, 30(3): 459-468. |
| [8] |
Manikandan P, Hokamoto K, Fujita M, et al. Control of energetic conditions by employing interlayer of different thickness for explosive welding of titanium/304 stainless steel[J].
Journal of Materials Processing Technology, 2008, 195(1): 232-240. |
| [9] |
郑远谋.
爆炸焊接和金属复合材料及其工程应用[M]. 长沙: 中南大学出版社, 2007: 16-29.
ZHENG Yuan-mou. Explosive welding and metallic composite and the engineering application[M]. Changsha: Central South University Press, 2007: 16-29. |
| [10] |
阎晓倩, 江海涛, 曾尚武, 等. 退火温度对钛钢轧制复合板组织和性能的影响[J].
材料热处理学报, 2013(34): 77-81. YAN Xiao-qian, JIANG Hai-tao, ZENG Shang-wu, et al. Effect of heat treatment on microstructure and properties of titanium/steel rolling clad plate[J]. Transactions of Materials and Heat treatment, 2013(34): 77-81. |
| [11] |
李平仓, 赵惠, 马东康, 等. 爆炸复合+轧制法制备钛钢复合板工艺研究[J].
四川兵工学报, 2014, 35(12): 130-132. LI Ping-cang, ZHAO Hui, MA Dong-kang, et al. Study on explosive bonding and rolling process parameters of the clad plate[J]. Journal of Sichuan Ordnance, 2014, 35(12): 130-132. |
| [12] |
Jiang H T, Kang Q, Yan X Q. Anovel diffusion model considering curvature radius at the bonding interface in a titanium/steel explosive clad plate[J].
International Journal of Minerals, Metallurgy, and Materials, 2015, 22(9): 956-965. DOI:10.1007/s12613-015-1155-2 |
| [13] |
Chu Q L, Zhang M, Li J H, et al. Intermetallics in CP-Ti/bimetallic sheets filled with Cu-based fiux-cored wires[J].
Materials & Design, 2016, 90(15): 299-306. |
Q345 steel and TA2 titanium plates with dovetail grooves were loosely fitted and bonded by explosive pressure welding and hot rolling.