




硝基胍发射药是一种特殊的高分子材料, 在压伸成型过程中, 受温度、溶剂、模具壁面等的影响, 表现出复杂的粘弹性流变规律, 通过模具压伸成型的发射药易出现偏孔、无孔、瑕疵等现象[1]。目前硝基胍发射药的压伸成型主要依靠半经验半仿真, 周期长、成本高, 且加工质量不稳定, 制备工艺成为影响火炮弹道性能的主要因素之一。国内外部分学者对发射药的压伸工艺仿真进行了研究, 季丹丹等[2]分析了压缩比、温度、流量对模具内压力及出口速率的影响。张丹丹等[3]分析了容积比、挤出温度、体积流量对模具内的压力分布、出口速度的影响。刘林林等[4]利用Polyflow软件得到了挤出条件对变燃速发射药药型尺寸一致性影响因素。发射药压伸成型过程中, 药料与模具、模针接触面积较大, 受模具壁面的影响, 接触模具的药料分子与邻近分子间存在相对滑移, 直接影响内外弧厚、孔径大小。因此壁面滑移是影响发射药压伸成型质量的主要因素之一。但以上研究都未考虑壁面滑移对压伸成型的影响, 造成仿真结果与实际生产差异较大。
针对高分子材料中壁面滑移的作用机理研究, 曹琪[5]通过对直圆管流动实验进行凝胶推进剂壁面滑移修正, 得到壁面滑移速度公式。Ryohei Komuro等[6]探究了流变仪中聚苯乙烯熔体的壁面滑移现象。Morton M Denn [7]、Savvas G[8]分别对聚合物的壁面滑移机制进行了研究。但对硝基胍发射药流动中壁面滑移的研究尚未见报道。本研究针对七孔硝基胍发射药压伸成型数值仿真的精确度不高, 研究了发射药药料压伸成型过程中滑移机理, 建立了考虑壁面滑移的发射药流动的数学模型。采用有限元方法对七孔硝基胍发射药压伸成型工艺进行数值模拟, 将考虑壁面滑移与未考虑滑移时硝基胍发射药压伸过程的压力场、速率场、收缩段与成型段交界处速度矢量分布进行对比分析, 并通过发射药压伸实验进行仿真验证, 得到仿真误差。
2 考虑壁面滑移的发射药流动数学建模 2.1 发射药药料滑移机理在恒定外力的作用下发射药药料产生流动, 由于模具表面粗糙度的影响, 使得发射药药料流动中相互缠结的分子受到模具表面凸峰的挂扯拉伸作用, 导致模具壁面附近的发射药药料分子链与粘附在壁面上的药料分子链的分子解缠作用增强, 分子之间的相互吸引力减弱, 紧贴壁面的发射药药料分子粘附在模具内壁上, 而未被粘附的发射药药料分子随发射药药料一起流动, 使得相邻流层之间出现了速度梯度, 从而表现为发射药药料的壁面滑移。基于发射药药料的壁面滑移机理, 采用广义流体的Navier′s定律[9], 建立发射药药料压伸成型中考虑壁面滑移影响的数学模型。
Navier′s方程:
| $ \tau'=-\kappa' {{\gamma }^{n}} $ | (1) |
毛细管流变仪[10-11]中, 在管壁所受的粘滞阻力和两端压差所产生的推动力平衡, 即:
| $ \tau ' \cdot 2{\rm{ \mathsf{ π} }}rL = \Delta p \cdot {\rm{ \mathsf{ π} }}{r^2} $ | (2) |
可得发射药的剪切应力为:
| $ \tau ' = \frac{{r \cdot \Delta p}}{{2L}} $ | (3) |
剪切速率表达式为:
| $ \gamma = \frac{{r \cdot \Delta p}}{{2\eta L}} $ | (4) |
而
| $ \Delta p = \frac{{2\kappa 'L}}{r}{\left( {\frac{Q}{{{\rm{ \mathsf{ π} }}{r^3}}}} \right)^n}{\left( {\frac{{3n + 1}}{n}} \right)^n} $ | (5) |
式中, κ′为粘度系数; n为非牛顿指数; τ′为剪切应力, Pa; γ为剪切速率, s-1; r为口模半径, m; Δp为压力降, Pa; L为口模长度, m; η为表观粘度, Pa·s; Q为流量, m3·s-1。流体的κ′值越大, 表示流体的粘稠度越大, 粘度越大的发射药在流道内所受的粘滞阻力越大。从公式(5)可以看出κ′越大, Δp也越大, 再结合公式(3)与(4)可知, 剪切速率及其梯度在模具壁面最大, 中心部较小。
2.2 模具流道内数学建模在确定发射药流变基础上, 对发射药在模具内的流动过程建立数学模型。模具内发射药药料满足:
连续性方程:
| $ \frac{{\partial \rho }}{{\partial t}} + \frac{{\partial \left( {\rho \mathit{\boldsymbol{u}}} \right)}}{{\partial x}} + \frac{{\partial \left( {\rho \mathit{\boldsymbol{\upsilon }}} \right)}}{{\partial y}} + \frac{{\partial \left( {\rho \mathit{\boldsymbol{w}}} \right)}}{{\partial z}} = 0 $ | (6) |
动量守恒方程:
| $ -\nabla p\mathit{\boldsymbol{I}} + \nabla \tau = 0 $ | (7) |
硝基胍发射药为非牛顿流体, 在某处的真实粘度ηc, 可用该状态处剪切应力增量dτ与剪切速率增量dγ之比表示, 即为:
| $ {\eta _c} = {\rm{d}}\mathit{\boldsymbol{\tau }}/{\rm{d}}\gamma $ | (8) |
在Navier′s方程基础上考虑发射药药料流变性能, 采用Power模型描述其剪切粘度与剪切速率之间关系。结合式(1)、(2)、(4)、(8)可得Power模型表达式为:
| $ \eta = \kappa {\left( {\lambda \gamma } \right)^{n - 1}} $ | (9) |
式中, ρ为发射药药料流体密度, kg·m-3; t为时间, s; u、υ和w为发射药药料流体速度矢量在x、y和z方向的分量, m·s-1; p为压强差, Pa; I为单位张量; τ为应力张量; ▽为Hamilton微分算子; κ为粘度系数, κ(λ)n-1=κ′(κ′见式(1))。
3 考虑壁面滑移的流道内仿真 3.1 流变数据测试及药料参数获取控制捏合机水浴温度为30 ℃, 将220 g双基吸收药片投入捏合机中, 加入28 mL的酒精和28 mL的丙酮, 捏合0.5 h。随后将180 g硝基胍投入捏合机中, 再分别加入28 mL酒精和28 mL丙酮, 捏合5 h取出药料, 立即放入固定容器中熟化2天。将熟化后的250 g药料投入药缸中进行压伸, 150 g药料投入RH2000型流变仪料筒中, 进行流变测试。
通过RH2000型流变仪测出30 ℃时药料的流变数据, 如表 1所示。
| 表 1 30 ℃时发射药药料的流变数据 Tab.1 The rheological data of propellant dough |
对表 1中的剪切应力和剪切速率取双对数作图, 如图 1所示, 曲线表现出良好的线性关系, 拟合度为0.999, 获得发射药Navier′s定律中的非牛顿指数为0.264, 滑移系数为5826。对表 1中的表观粘度和剪切速率取双对数作图, 如图 1中蓝色线所示, 获得硝基胍发射药Power模型表达式为: η=9687(2γ)-0.736。

|
图 1 双对数拟合图 Fig.1 Double logarithmic fitting graph |
模具流道为高度对称几何体, 表面粗糙度Ra为1.6, 取1/6药料流道的物理模型, 如图 2所示, 其中红褐色面为成型段与收缩段的相交截面, 红色线为距药料出口2 mm处监测线。根据建立的数学模型(式(1)、(6)、(7)、(9))及3.1中得出的药料参数, 利用Polyflow进行有限元求解。

|
图 2 1/6药料流道的物理模型 Fig.2 The physical model of 1/6 dough channel |
图 3a为未考虑壁面滑移的发射药流动过程的压力分布云图, 图 3b为考虑壁面滑移的压力分布云图。由图 3可见, 压力最大值均出现在入口处, 分别为1.192×106 Pa和7.425×105 Pa, 考虑壁面滑移与未考虑壁面滑移相比, 压力下降了37.7%。壁面滑移降低了入口压力, 药料成型所需压力也随之减小。这是由于壁面与药料之间的粘滞阻力减小, 所需流动动力减小, 导致入口压力减小。从图 3药料的流动方向可见, 壁面滑移使流道内的整体压力降低。药料流动方向压力降的减小, 同一截面处压力的降低均减小了药料与模具之间的挤压, 减小了模具的变形程度。图 4为成型段与收缩段交界处截面压力分布云图, 由图 4可见周围孔径边缘最大压力差为6.17×104 Pa, 压力差过大, 导致模针发生变形, 挤出发射药的内外弧厚不一致。通过对七孔硝基胍发射药压伸成型的精确仿真, 可以指导发射药针径、内外弧厚的调节及指导优化模具设计。

|
图 3 压伸流动过程压力分布云图 Fig.3 The nephograms of pressure distribution in extruding process |

|
图 4 截面压力分布图 Fig.4 Sectional pressure distribution gram |
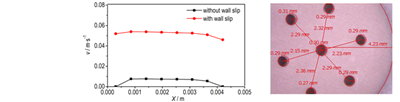
图 5为压伸流动过程的速度分布云图, 其中图 5a为未考虑壁面滑移的速度分布云图, 图 5b为考虑壁面滑移的速度分布云图。由图 5可见, 不同条件下, 收缩段到成型段速率均迅速增大, 之后保持基本稳定, 最大速率均出现在成型段, 未考虑壁面滑移与考虑壁面滑移的最大速率分别为7.88×10-3 m·s-1和5.60×10-2 m·s-1。从药料流动方向整体看, 考虑壁面滑移时速率均大于未考虑壁面滑移时的速率, 壁面滑移提高了流道内药料分子的速率。图 6为距药料出口处2 mm的速率分布曲线图, 由图 6可见, 壁面与药料、模针与药料之间速率不为零, 壁面接触的药料分子与壁面及模针之间存在相对运动。药料出口处速率的均匀性是衡量发射药质量的重要指标。考虑壁面滑移与未考虑壁面滑移时出口速率的标准差分别为2.43×10-3 m·s-1和8.80×10-3 m·s-1, 壁面滑移增加了出口速率的均匀性, 提高了发射药成型质量。

|
图 5 压伸流动过程速度分布云图 Fig.5 The nephograms of velocity distribution in extruding process |

|
图 6 出口截面速率分布曲线 Fig.6 Curves of sectional velocity distribution in exit |
图 7a为未考虑壁面滑移时收缩段与成型段相交截面(图 2红褐色面)的速度矢量图, 图 7b为考虑壁面滑移时收缩段与成型段相交截面的速度矢量图。从速度的大小看收缩段与成型段交界处的速度均是中间速度偏大, 与壁面、模针接触部分速度偏小。从速度的方向性看, 截面处均产生了较强的收敛流动, 药料流动速度方向均发生了变化。但由于壁面与药料分子之间牵制阻力的减小, 大部分药料分子速度方向只是稍有改变, 这就降低了挤出成型药料偏空, 无孔等现象的出现, 提高了发射药的成型质量。速度方向性的改善同时也减小了药料对模针的冲击, 使模针的变形程度减小。

|
图 7 速度矢量图 Fig.7 Velocity vector maps |
对发射药进行压伸成型, 制备出的发射药用三维视频测量如图 8, 测得发射药的孔径、内弧厚等参数, 结果见表 2。为了比较, 将发射药的仿真尺寸与实验尺寸一同列在表中。由表 2可见, 各参数误差均小于2.0%, 表明考虑壁面滑移对硝基胍发射药压伸成型工艺影响的仿真, 能很好地描述发射药的流动过程。与文献[12]精度对比, 仿真精度得到大幅度提高, 能够满足实际需要, 其仿真中的压力、容积比、温度等参数可以指导发射药的工艺设计。

|
图 8 成型药料尺寸测量 Fig.8 Forming dough size measurement |
| 表 2 发射药实验结果与仿真尺寸的对比 Tab.2 Comparison of the experimental results and the simulation sizes for propellant |
(1) 建立的考虑壁面滑移的发射药流动数学模型中的Navier′s方程, 可以较好地描述发射药药料在内流道中流动的性质。发射药压伸成型过程中, 壁面接触的药料分子与壁面及模针之间存在相对运动。
(2) 壁面滑移使入口压力降低了37.7%, 减小了药料与模具之间的挤压。药料出口处, 出口速率的标准差由8.80×10-3 m·s-1降低为2.43×10-3 m·s-1, 壁面滑移提高了出口速率的均匀性, 改善了速度的方向性, 有利于发射药成型。
(3) 考虑壁面滑移对硝基胍发射药压伸成型工艺影响的仿真, 能很好地描述发射药的流动过程。仿真结果与实验结果对比, 各参数误差均小于2.0%, 仿真精度得到大幅度提高, 基本满足实际需要。
| [1] |
韩博. 高增面性大弧厚硝基胍发射药工艺技术研究[D]. 南京: 南京理工大学, 2009: 33-35.
HAN Bo. Studies on process technology of high progressive and large web NQ-based gun propellant[D]. Nanjing: Nanjing University of Science and Technology, 2009: 33-35. |
| [2] |
Ji D D, Liao X. Finite element simulation of seven-hole propellant extrusion and the optimization of die compression ratio[J].
Advanced Materials Research, 2014, 941(11): 2373-2377. |
| [3] |
张丹丹, 何卫东. 硝基胍七孔发射药挤出成型过程的数值模拟[J].
火炸药学报, 2015, 38(1): 82-86. ZHANG Dan-dan, HE Wei-dong. Numerical simulation of 7-hole nitroguanidine-based gun propellant in extrusion forming process[J]. Chinese Journal of Explosives, 2015, 38(1): 82-86. |
| [4] |
刘林林, 马忠亮, 高可政, 等. 变燃速发射药挤出过程中药料流动计算研究[J].
含能材料, 2010, 18(5): 583-586. LIU Lin-lin, MA Zhong-liang, GAO Ke-zhen, et al. Computational study of flow for outside layer of variable-burning rate propellant during extrusion[J]. Chinese Journal of Energetic Materials(Hanneng Cailiao), 2010, 18(5): 583-586. |
| [5] |
曹琪, 封锋, 武晓松. 基于壁面滑移修正的凝胶推进剂流变本构方程[J].
推进技术, 2013, 34(9): 1279-1283. CAO Qi, FENG Feng, WU Xiao-Song. Rheological constitutive equations of gel propellants based on wall slip correction[J]. Journal of Propulsion Technology, 2013, 34(9): 1279-1283. |
| [6] |
Komuro R, Kobayashi K, Taniguchi T, et al. Wall slip and melt-fracture of polystyrene melts in capillaryflow[J].
Polymer, 2010, 51(10): 2221-2228. DOI:10.1016/j.polymer.2010.03.014 |
| [7] |
Denn M M. Extrusion instabilities and wall slip[J].
Annual Review of Fluid Mechanics, 2001, 33(33): 265-287. |
| [8] |
Hatzikiriakos S G. Wall slip of molten polymers[J].
Progress in Polymer Science, 2012, 37(4): 624-643. DOI:10.1016/j.progpolymsci.2011.09.004 |
| [9] |
应宗荣.
高分子材料成型工艺学[M]. 北京: 高等教育出版社, 2010: 39-42.
YING Zong-rong. Polymer material forming technology[M]. Beijing: Higher Education Press, 2010: 39-42. |
| [10] |
金日光, 马秀清.
高聚物流变学[M]. 上海: 华东理工大学出版社, 2012: 160-164.
JIN Ri-guang, MA Xiu-qing. Polymer rheology[M]. Shanghai: East China University of Science and Technology press, 2012: 160-164. |
| [11] |
丁亚军, 应三九. 螺杆挤出过程中物料在线流变行为及其数值模拟[J].
兵工学报, 2015, 36(8): 1437-1442. DING Ya-jun, YING San-jiu. In-line rheological behaviors and numerical simulation of material in extrusion processing[J]. Acta Armamentarii, 2015, 36(8): 1437-1442. |
| [12] |
常飞, 南风强, 何卫东. 多孔硝基胍发射药压伸数值仿真及验证[J].
含能材料, 2017, 2(25): 106-112. CHANG Fei, NAN Feng-qiang, HE Wei-dong. Numerical simulation and verification of porous nitroguanidine gun propellant extrusion[J]. Chinese Journal of Energetic Materials(Hanneng Cailiao), 2017, 2(25): 106-112. |
The mechanism of the wall slip of nitroguanidine propellant dough was studied. The pressure field and velocity vector field of nitroguanidine gun propellant in different extrusion process are analyzed by the FEM method. Compared with experiment sizes, the errors of simulation sizes are small.